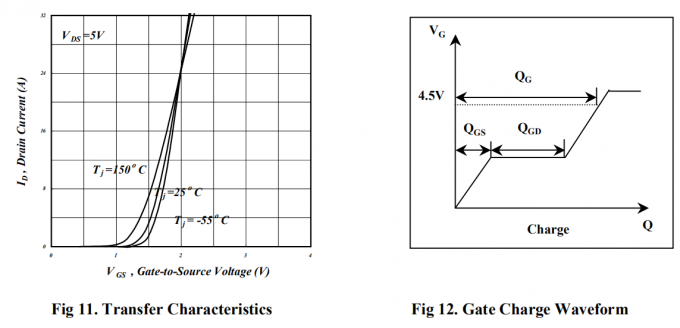
الشحنة . يمكن استخدام MOSFETs التكميلية
إنحسر لحام
قد يتأثر اختيار طريقة التسخين بحزمة QFP البلاستيكية. إذا تم استخدام التدفئة مرحلة الأشعة تحت الحمراء أو بخار
و الحزمة ليست جافة تماما (أقل من 0.1 ٪ محتوى الرطوبة من حيث الوزن) ، تبخير كمية صغيرة من
الرطوبة في نفوسهم يمكن أن تسبب تكسير الجسم من البلاستيك. التسخين ضروري لتجفيف العجينة وتبخر
وكيل ملزم. مدة التسخين: 45 دقيقة عند 45 درجة مئوية.
يتطلب لحام إنحسر عجينة اللحام (تعليق جزيئات اللحام الدقيقة ، الجريان وعامل الربط) ليتم تطبيقها على
لوحة الدوائر المطبوعة عن طريق طباعة الشاشة ، الاستنسل أو الضغط حقنة الاستغناء قبل وضع الحزمة. العديد من
توجد طرق لإعادة التدفق. على سبيل المثال ، تسخين حراري أو تسخين بالأشعة تحت الحمراء في فرن من نوع ناقل. الإنتاجية
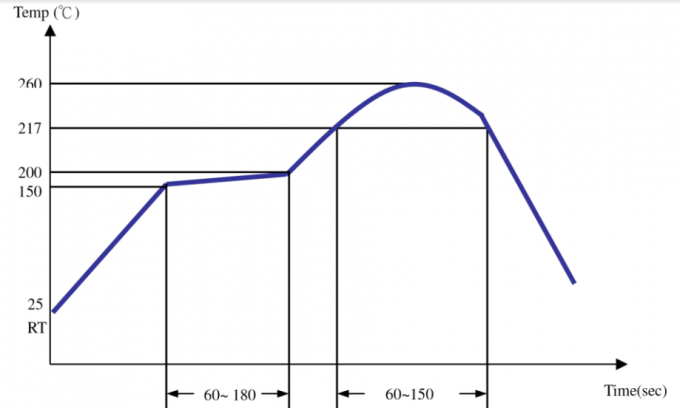
أوقات (التسخين ، لحام والتبريد) تختلف بين 100 و 200 ثانية اعتمادا على طريقة التدفئة.
تتراوح درجات حرارة إنحسار الذروة النموذجية بين 215 و 270 درجة مئوية حسب مواد لصق اللحام. السطح العلوي
يجب أن تظل درجة حرارة العبوات أقل من 245 درجة مئوية للحزم السميكة / الكبيرة (الحزم مع a
سمك 2.5 ملم أو مع حجم 350 مم 3 ما يسمى حزم سميكة / كبيرة). درجة حرارة السطح العلوي لل
يجب أن تظل العبوات أقل من 260 درجة مئوية للحزم الرقيقة / الصغيرة (العبوات التي يقل سمكها عن 2.5 مم و
حجم <350 مم 3 ما يسمى حزم رقيقة / صغيرة).
لحام الموجة: لا ينصح باستخدام موجة أحادية تقليدية للأجهزة المثبتة على السطح (SMDs) أو كثافة مكونات الطباعة العالية ، حيث أن سد اللحام وعدم التبول يمكن أن يمثل مشاكل كبيرة.
اللحام اليدوي: إصلاح المكون عن طريق لحام أولاً يؤدي نهايات نهاية قطرياً. استخدم جهدًا منخفضًا (24 فولتًا مطبقًا على الجزء المسطح من الرصاص. يجب أن يقتصر وقت الاتصال على 10 ثوانٍ حتى 300 درجة مئوية. Whtool ، يمكن لحام جميع الخيوط الأخرى في عملية واحدة خلال 2 إلى 5 ثوانٍ بين 270 و 320 درجة مئوية.